WMT CNC Industrial Co., Ltd | All Rights Reserved.Design & Developed by VW Themes

Metal Sheetworking Machines Direct Manufacturer
Metal Sheetworking Machines Direct Manufacturer

Struction of Press Brake Machine WC67Y
The main frame of the machine WC67Y welding by uprights, oil tank, hold to block, the working table connect to the uprights tightly.
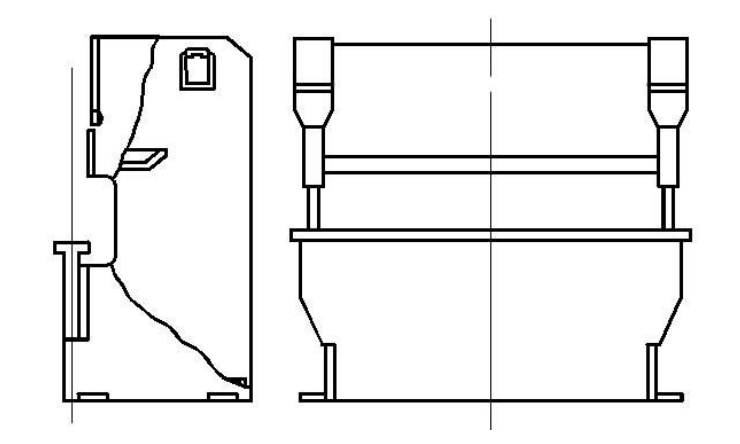
The slider including slider parts, oil cylinder and mechanical block etc. Oil cylinder both side fixed in the frame, drive the slider up and down movement through the hydraulic system.
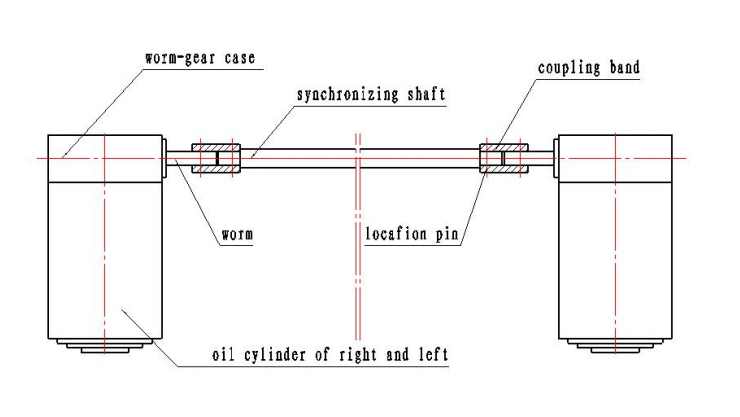
Mechanical block equip in two oil cylinder internal, compact structure, both sides synchronous adjustment, can be see figure below. When the slider (die) is not the same length of the right and left, stop the slider in the upper point, take down the positional pin of the joint-shaft, and turn around the worm in gear box any in the right or left,then set the slider to under dead point, measuring adjustments (repeat the above operation) ,set the positional pin until the right and left slider is the same long.
Synchronous institutions including twisted axis and arm, simple structure, stable and reliable.keep synchronous precision.
The front feeder device used to a bear workpiece, can be used for front position of the size of the bending.
Control by the cantilever button, make the backgauge horizontal movement drive by servo motor , and can be numerical read out on the LCD screen, Pole can rotation around the axis to prevent damage when doing bending.
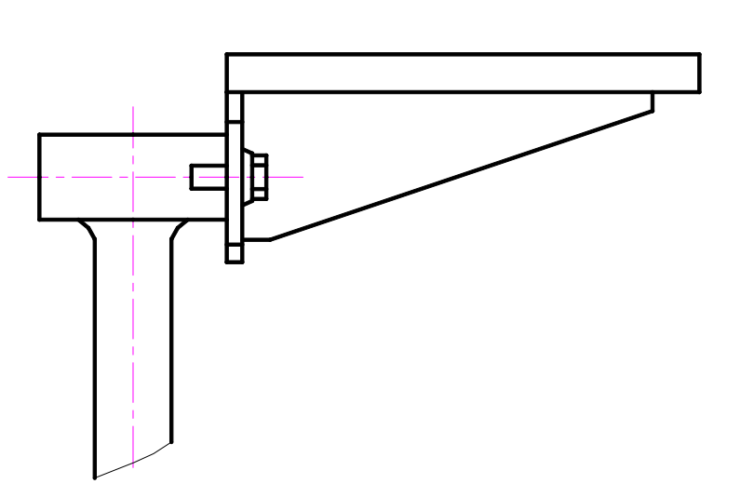
The upper die installed on the slide block,Fixed by connecting plate. The upper die with fine adjustment institutions,inclined wedge can horizatal mobile to fine compensational adjustment of the upper lmould,ensure the prision of the bending. Lower die equipped on the working table, can move front and back when rotates hand wheel so to find the balde central of the upper mould.
Electrical adopt 380 VAC, 50 HZ three-phase power supply, the control transformer provide AC, 24 V, 29 V to control circuit QF, FU1, FU2, FU3 respectively as the corresponding overload and short circuit protection.Switch on the power before machine working, connect the key switch SB1, indicator light come bright.Press the button SB3 oil pump starter, indicator light HL2 come bright.check and confirm to make sure pump spin fit the arrow of the indicate plate.Start commissioning after doing all the preparations.