WMT CNC Industrial Co., Ltd | All Rights Reserved.Design & Developed by VW Themes

Metal Sheetworking Machines Direct Manufacturer
Metal Sheetworking Machines Direct Manufacturer
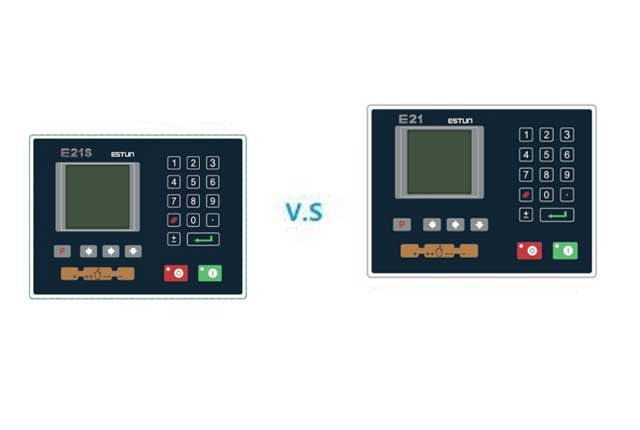
The E21 system and E21S system are the most commonly used systems for hydraulic bending machines and hydraulic shears in China. They are also commonly used as standard systems even when they are exported overseas. When the accuracy requirement is not very high, the E21 system and E21S system become the best choice for everyone due to their advantages of simple operation and low price. This article will focus on introducing the characteristics and advantages of the E21 system of the bending machine and the E21S system of the plate shearing machine and common troubleshooting.
This product is equipped with press brake machine dedicated numerical control device which is applicable to various users. On the basis of ensuring work precision, the cost of numerical control bending machine is reduced significantly.
Features of this product are listed below:
1. Positioning control of back gauge.
2. Intelligent positioning control.
3. One-side and two-side positioning which eliminates spindle clearance effectively.
4. Retract functions.
5. Automatic reference searching.
6. One-key parameter backup and restore.
7. Fast position indexing.
8. 40 programs storage space, each program has 25 steps.
9. Power-off protection.
This product is equipped with the shear machine dedicated numerical control device which is applicable to various users. Based on ensuring work precision, the cost of numerical control shearing machine is reduced significantly.
Features and functions of this product are as following:
1. Back gauge can be controlled.
2.Cut-angle can be controlled.
3.Cut-gap can be controlled.
4.Stroke time can be controlled.
5.Intelligent positioning control.
6. Unilateral and bidirectional positioning which eliminates spindle clearance effectively.
7. Retract functions.
8.Automatic reference searching.
9. One-key parameter backup and restore.
10. Fast position indexing.
11. 40 programs storage space, each program has 25 steps.
12.Power-off protection.
1. Bending machine power on the CNC controller display is not normal.
Fault and solution: This fault is generally caused by software. The operation process of misoperation or regular abnormal shutdown may lead to the loss of files so that software can not operate normally. Can be judged according to the tips of the controller, and then decide whether to reinstall the software.
2. Slider movement failure
Fault and solution. bending machine slider movement can be divided into four processes, for the start-up back to zero, fast drive, work stroke, and slider return. y-axis zero slider does not move. measured according to the electrical schematic diagram, in order to determine whether the hydraulic controller failed. f the servo valve gets power normally, it is the fault of the hydraulic controller, otherwise, it is the fault of the electrical controller.No fast-forwarding of the slider. the fast-forwarding of the slider is generated by the return of oil from the lower chamber. relying on the weight of the slider to form negative pressure in the upper chamber to absorb oil, but the servo valve powers to the hydraulic controller failure or electrical controller failure, and then targeted solutions.
3. The pressure automatically calculated by the controller is greater than the mold impedance
Failure and solution: