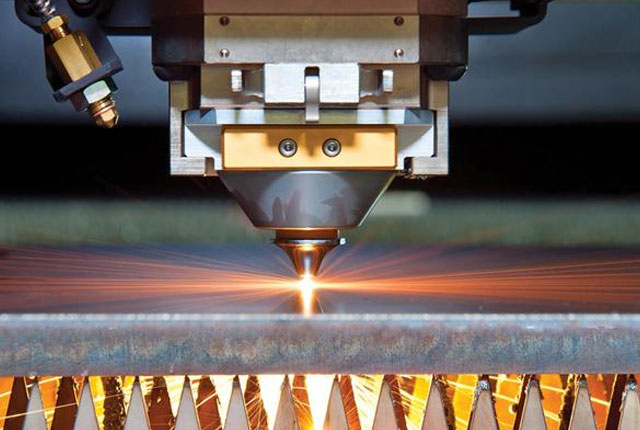
Laser cutting machine is widely used in the metal processing industry because of their high photoelectric conversion rate, low power loss, fast cutting speed, small kerf, good spot quality, and fine cutting. However, although a laser cutter can cut most metal materials, each material has its characteristics. So in the cutting process of the laser cutting machine, which gas should be selected for different metal materials?
- Carbon steel. Generally, the laser cutting machine cuts carbon steel materials, and the gas used will vary according to the thickness. Generally, when cutting with oxygen, the cutting edge will be slightly oxidized. For a plate with a thickness of 4mm, the high-pressure cutting effect with nitrogen as the processing gas will be better, and the cutting edge will not be oxidized. For plates with a thickness greater than 10mm, good results can also be obtained by using a dedicated laser electrode plate and oiling the workpiece surface during processing.
- Stainless steel. When the cutting material, edge oxidation does not matter, oxygen can be used to laser cut stainless steel; if it is necessary to obtain an edge without oxidation and burrs, it is recommended to use nitrogen cutting.
- Aluminum. Among metal materials, aluminum has high reflectivity and thermal conductivity. Generally, when the thickness of an aluminum plate is less than 6mm, it can still be cut by a laser cutting machine, depending on the alloy type and laser capability. When cutting with oxygen, the cutting surface will be rough and hard; when using nitrogen, the cutting surface will be relatively smooth. Pure aluminum has high purity and is difficult to cut. Aluminum can only be cut when the “reflection absorption” device is installed on the fiber laser cutting machine system, otherwise, it is easy to damage the laser equipment components.
- Copper and brass. Copper and brass are also highly reflective and thermally conductive materials. Generally, brass with a thickness of less than 1mm can be cut by nitrogen laser cutting; copper with a thickness of less than 2mm can also be cut, and laser cutting must use oxygen.